Endurance data – Cutting test using cBN radius end mill
Purpose of test A cBN radius end mill was tested for slot machining in hard materials, which is a difficult process with conventional carbide end mills due to their machining inefficiency and limited tool life.
Test environment
Machine
YBM-640V
Work material
SLD(HRC60)
Cutting fluid
Oil mist
Tool used
cBN radius end mill (φ1 × R 0.1 × 6 (effective length)), manufactured by Kyowa
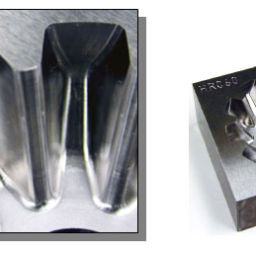
Test description Cut slots 1 mm wide by 6 mm deep in a block measuring 80×60×30 mm, followed by visual evaluation at 200× magnification.
Machining conditions
Spindle rotational frequency
:18,000rpm(56.5m/min)
Feed speed
:500mm/min(0.013mm/tooth)
Cutting
:10 μm × 600 strokes per slot
Cutting length
:80 mm × 600 strokes = 48000 mm (48 m) per slot
Machining time
:1 h 42 min per slot
Test results A cBN radius end mill was able to cut ten slots 1 mm wide by 6 mm deep by 80 mm long in a hard material. However, beginning with the fifth slot, traces of wear or chipping can be seen at the corners. The total cutting length attempted in this test was 48 mm × 10 slots = 480 mm, but a practical length is 48 mm × 4 slots = 192 mm. (Only one slot can be cut with a carbide end mill.) However, increasing the cutting speed (1.5 to 2 times faster) would provide more favorable conditions.
Data on fine machining of glass with ball end mill
Table 1 Cutting conditions
Workpiece
Pyrex
Tool
cBN, R0.2mm
Feed rate
0.24mm/min
Axial depth of cut
20μm
Rotation rate
20000rpm, 40000rpm, 60000rpm
Effects of rotational frequency and cutting oil on machined surfaces