Advantages of cBN tools in hardened steel machining
Proper cutting work
requires a tool that is three times harder than the work material!
Characteristics of cBN end mill
Concept of cBN end mill
Innovation from electrical discharge machining to direct milling
Reduced delivery time Example: Previously, 5 days for mold designing + 5 days for electrode processing + 5 days for electrical discharging/finishing, or 15 days in total. Presently, 5 days for mold designing + 1 day for direct milling, or 6 days in total.
Reduced cost (75% reduction in power consumption, and no need for electrode fabrication) → Resource savings
No drain from electrical discharge machining (0 → Eco-friendly)
Cuts two times faster and lasts five times longer than carbide-coated tools.
Reduced machining time
Fewer changes of tools during long period of cutting
Less time for polishing process
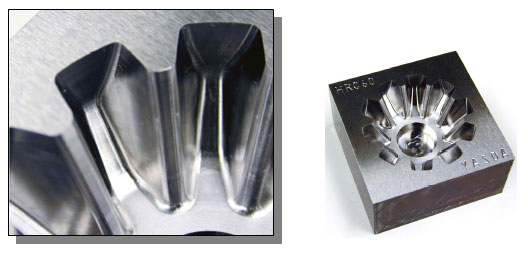
Direct milling vs. electrical discharge machining
Workpiece
Bevel gear cavity (60×60×50)
Work material
DC53 (HRC60)
Processing machine
Yasuda Precision Tools YBM640V
Cutting fluid
Oil mist (cBN for dry machining)
Tools used
Five carbide end mills, eight R1s, one cBN end mill
Machining description
Machining test by direct milling with carbide tools and cBN tool. (Time and surface roughness compared with conventional electrical discharge machining)
Cutting conditions
Machining process
Tool used
Rotational frequency (min−1)
Feed (mm/min)
Machining time (min)
Prepared hole machining
Carbide R5 ball end mill
600
240
7.4
Roughing
Carbide φ10 end mill
4,000
2,500
6.2
Semi-roughing
Carbide R3 ball end mill
5,000
1,200
19.0
Semi-finishing
Carbide R1.5 ball end mill
8,500
2,000
36.1
Semi-finishing
Carbide R1.0 ball end mill
15,000
2,400
28.5
Final finishing
cBN R1.0 ball end mill
20,000
2,000
50.3
Prepared hole machining
Carbide R5 ball end mill
600
240
7.4
Roughing
Carbide φ10 end mill
4,000
2,500
6.2
Semi-roughing
Carbide R3 ball end mill
5,000
1,200
19.0
Semi-finishing
Carbide R1.5 ball end mill
8,500
2,000
36.1
Semi-finishing
Carbide R1.0 ball end mill
15,000
2,400
28.5
Final finishing
cBN R1.0 ball end mill
20,000
2,000
50.3
Conclusion: Approx. 10 h with conventional method (electrical discharge machining + polishing) vs. approx. 2.5 h with direct milling method This translates to a 75% reduction in time.
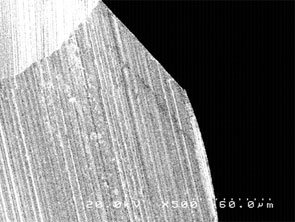
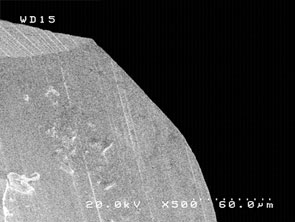
Features of our CBN tool: Electrolytic abrasive grain polishing
Unprocessed product (Grinding stone traces are seen, with the likelihood of causing surface accuracy deterioration and chipping.)
Processed product (The smooth cutting edge provides high accuracy and long life.)